
Wika

Ang mga paper tube ay mukhang simple, ngunit alam ng sinumang bibili o gumagawa ng mga ito ang sakit ng ulo: mga reklamo sa delamination, hindi pantay na kapal ng pader, gulo ng pandikit, malabo na mga gilid, telescoping, mahinang pagbilog, at patuloy na downtime mula sa mga pagbabago sa blade o masamang pagpapakain ng papel. Pinaghiwa-hiwalay ng artikulong ito kung ano talaga ang sanhi ng mga problemang iyon at kung paano aMakina ng Tubong Papelmaaaring i-configure, patakbuhin, at mapanatili upang makapaghatid ng matatag na kalidad sa sukat. Makakakuha ka ng praktikal na checklist sa pagbili, isang production workflow na pumipigil sa mga karaniwang depekto, isang talahanayan na naghahambing ng mga opsyon sa makina, isang quality-control routine na pinagkakatiwalaan ng mga customer, at isang gabay sa pag-troubleshoot na magagamit ng mga operator sa sahig.
Kapag sinabi ng isang mamimili na "ang iyong mga tubo ay hindi pare-pareho," karaniwan nilang ibig sabihin ang isa sa mga partikular na isyung ito. Isang well-configuredMakina ng Tubong Papeldapat pigilan ang mga ito sa pinagmulan—hindi sa pamamagitan ng pag-uuri ng mga masasamang tubo pagkatapos na magawa ang mga ito.
Kung naghahanap ka ng mga tubo para sa packaging, mga label, mga pelikula, mga tela, mga gilingan ng papel, o mga gamit na nauugnay sa konstruksiyon, ang iyong mga customer ay nagmamalasakit sa parehong dalawang bagay:pag-uulitatmalinis na mga gilid. Ang lahat sa iyong proseso ay dapat ipagtanggol ang mga resultang iyon.
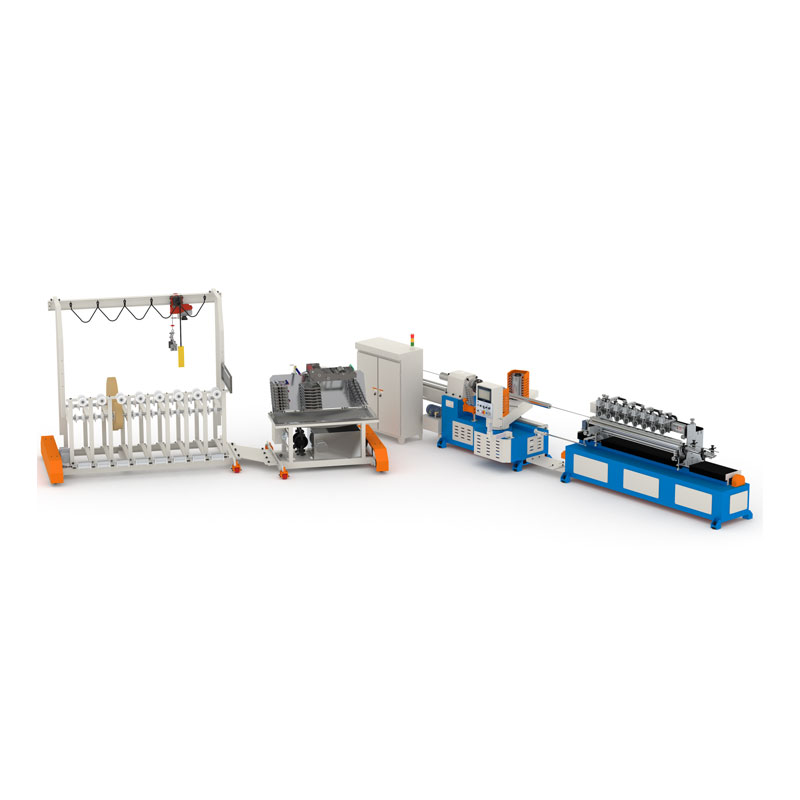
Ang linya ng tubo ay isang sistema. Kung nakatuon ka lang sa "bilis ng makina," mas mabilis kang makakagawa ng scrap. Narito ang daloy ng trabaho na dapat mong suriin nang sunud-sunod:
Kung ang iyong kasalukuyang mga tubo ay nabigo nang "random," ang sanhi ay bihirang random. Kadalasan ito ay isang drift sa tensyon, lagkit ng pandikit, o pagkasuot ng mandrel na walang sinukat hanggang sa nagreklamo ang mga customer.
Hindi lahat ng application ng tubo ay nangangailangan ng parehong paraan ng pagtatayo. Gamitin ang talahanayan sa ibaba upang itugma ang istilo ng makina sa mga kinakailangan ng produkto.
| Uri ng Makina / Proseso | Pinakamahusay Para sa | Mga lakas | Mag-ingat |
|---|---|---|---|
| Spiral Winding | Pangkalahatang packaging tube, textile core, label core, protective tubes | Mataas na kahusayan, nababaluktot na laki, matatag na output kapag kinokontrol ang pag-igting | Kailangan ng magandang tension/glue stability para maiwasan ang delamination at ovality |
| Convoute Winding | High-precision tubes, mas makapal na pader, mga application na nangangailangan ng mas mahigpit na tolerance | Napakahusay na potensyal ng roundness, malakas na istraktura, malinis na layout ng layer | Mas mataas na sensitivity sa pag-setup; dapat pare-pareho ang lapad at pagkakahanay ng papel |
| Manual / Entry-Level Line | Maliit na batch, pagsubok ng mga bagong produkto ng tubo, limitadong badyet | Mas mababang paunang gastos, simpleng pagsasanay | Ang output ay lubos na nakadepende sa kakayahan ng operator; mas mahirap panatilihing pare-pareho |
| Semi-Awtomatikong Linya | Lumalagong mga pabrika na nangangailangan ng matatag na output nang walang buong gastos sa automation | Balanseng produktibidad, mas matatag na kontrol sa mga pangunahing hakbang | Kailangan pa rin ng mga karaniwang pamamaraan sa pagpapatakbo upang maiwasan ang pagtatakda ng drift |
| High-Automation Line | Malaking order, masikip na delivery window, mga customer na may mahigpit na QC | Repeatability, mas mababang labor dependence, mas mahusay na scaling | Nangangailangan ng disiplinadong pagpapanatili at pagpaplano ng mga ekstrang bahagi |
Ang "pinakamahusay" na opsyon ay ang isa na tumutugma sa iyong tube tolerance, diameter range, kapal ng pader, at inaasahan ng customer—hindi ang isa na may pinakamalaking numero ng bilis sa isang brochure.
Kung gusto mong maiwasan ang pagsisisi ng mamimili, i-lock down ang iyong mga kinakailangan bago ka magkumpara ng mga quote. Narito ang isang praktikal na checklist:
Pro tip: Tanungin ang iyong sarili nitong hindi komportable na tanong—"Ano ang mangyayari kung ang aking pinakamahusay na operator ay huminto?"Kung bumagsak ang iyong kalidad, wala ka pang proseso; may tao ka. Isang maayos na tinukoyMakina ng Tubong Papelat ang mga nakadokumentong setting ay binabawasan ang panganib na iyon.
Hindi mo kailangan ng kumplikadong lab para makakuha ng tiwala. Kailangan mo ng consistency at traceability. Gumamit ng isang simpleng gawain na maaaring sundin ng mga operator:
Ang pinakamalakas na pagpapabuti ay ang pagsubaybaymga dahilan ng scrap. Kung ang "feeding jam" ang nangungunang scrap driver, huwag bumili ng mas mabilis na kagamitan—ayusin muna ang katatagan ng pagpapakain at pagsasanay.
Ang mga pabrika ay madalas na humahabol sa bilis at pagkatapos ay pinarurusahan ng scrap, overtime, at galit na mga customer. Ang isang mas mahusay na plano ay ang disenyo para sa matatag na output:
Kapag nagpaplano ka ng output, isama ang mga nakatagong paglubog ng oras: paghawak ng splice, paglilinis ng pandikit, pagbabago ng talim, at pagpapalit ng laki. Ang isang bahagyang mas mabagal na linya na may mas kaunting mga hinto ay maaaring higit sa isang mas mabilis na linya na patuloy na sumisira sa ritmo.

Karamihan sa "mga problema sa misteryo" ng tube-line ay mga problema sa pagpapanatili sa disguise. Protektahan ang uptime sa mga gawi na nakakainip—ngunit kumikita:
Isang maliit na tip: ituring ang pandikit na parang kinokontrol na materyal, hindi isang "anuman ang magagamit" na supply. Ang matatag na lagkit at malinis na aplikasyon ay higit na nagagawa para sa kalidad ng tubo kaysa sa maraming mamahaling pag-upgrade.
A Makina ng Tubong Papelay hindi isang beses na pagbili. Ito ay isang pangmatagalang relasyon sa produksyon. Dapat na maipaliwanag ng supplier na pipiliin mo ang mga setting, i-troubleshoot ang mga depekto, at tulungan kang i-standardize ang output—hindi lang ang mga kagamitan sa barko.
Kung sinusuri mo ang mga supplier, hanapin ang:
Para sa mga team na gusto ng mas structured na diskarte—lalo na sa pag-scale ng kapasidad—Wenzhou Feihua Printing Machinery Co., Ltd.ay kadalasang sinusuri bilang opsyon sa supplier dahil gusto ng maraming mamimili hindi lamang ng kagamitan, kundi pati na rin ang praktikal na gabay sa pagpapatakbo at matatag na mga gawain sa produksyon na nagbabawas ng pag-asa sa "mga hero operator."
Kung ang iyong kasalukuyang mga tubo ay dumaranas ng hindi pare-parehong pagbubuklod, magulong mga gilid, o downtime na nakakaabala sa paghahatid, ang pag-aayos ay bihirang "tumatakbo nang mas mabilis." Ang tunay na solusyon ay tumutugma sa tamaMakina ng Tubong Papelconfiguration sa iyong mga specs ng tubo, pagkatapos ay bumuo ng isang paulit-ulit na proseso na nagpapanatili ng kalidad kahit na nagbabago ang mga shift.
Handa nang talakayin ang hanay ng laki ng iyong tubo, pagpapaubaya sa target, at mga layunin sa produksyon? Abutin atmakipag-ugnayan sa aminupang galugarin ang isang praktikal na plano ng makina at proseso na akma sa iyong pabrika—hindi lamang isang generic na panipi.











